聚脲及聚脲喷涂设备简介
聚脲简介
喷涂聚脲弹性体(Spray Polyurea Elastomer,以下简称SPUA)技术是国外近十年来,继高固体份涂料、水性涂料、辐射固化涂料、粉末涂料等低(无)污染涂装技术之后,为适应环保需求而研制、开发的一种新型无溶剂、无污染的绿色施工技术,它是在反应注射成型(RIM)技术的基础上发展起来的,其主要原料是美国Texaco/Huntsman公司首先开发的端氨基聚氧化丙烯醚(端氨基聚醚),商品牌号为 Jeffamine。又端氨基聚醚、液态胺扩链剂、颜料、填料以及助剂组成色浆(R祖分),另一组分则有异氰酸酯与低聚物二元醇或三元醇反应制得(A组分)。A组分与R组分通过美国Gusmer生产的H系列主机和GX-7系列喷枪进行喷涂或浇注聚脲弹性体。该工艺属快速反应喷涂体系,原料体系不含溶剂、固化速度快、工艺简单,可很方便的在立面、曲面上喷涂十几毫米厚的涂层而不流挂。SPUA技术全面突破了传统环保型涂装技术的局限。因此,使得该技术一问世,便得到迅猛的发展。
聚脲及聚脲喷涂设备简介
• 聚脲喷涂设备简介
施工聚脲必须使用高温、高压撞击式混合设备。喷涂聚脲所需专业化设备必须具有:
1.平稳的物料输送系统;
2.精确的物料计量系统;
3.均匀的物料混合系统;
4.良好的物料雾化系统;
5.方便的物料清洗系统。
产品有MX Ⅱ型、MH Ⅲ -A 、XP3型主机,配套的喷枪有Probler2 、AP、MP、CS系列喷枪。
聚脲喷涂设备结构与原理
例如:MH Ⅲ -A主机和Probler P2喷枪。
聚脲喷涂设备结构与原理
系统主要技术参数 :
材料比例 1:1
材料粘度 200~2000mPa.s(操作温度下)
输出量 10kg /min
操作温度 0 ℃~88℃
最大压力 3200psi(过压开关设置值)
管路 2600psi
泵中的液压 2:1 比例
清洗 自动气清
电源要求 27 安培 @380V,50/60HZ 三相 5HP
气源要求 425L @0.68MPa
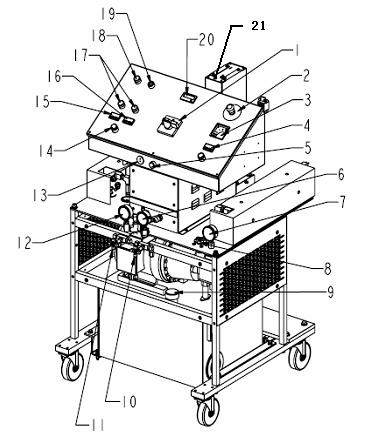
聚脲喷涂设备结构与原理
MH Ⅲ -A主机操作面板:
1 总电源开关
控制电源和柜门:把手指向1时接通电源;指向0时,断开电源。当白色指示灯亮时,表示电源已经进入控制箱。
2 急停开关
按下红色的按钮,设备停止所有操作。重新启动时,顺时针旋转按钮,使其复位。所有操作需重新启动。
3 电流表
显示管路变压器的电流。
4 管路温度控制器
控制管路内的温度。设置好温度后,温度控制器会自动控温。
5 白色指示灯亮
表明接通电源,柜门紧锁不能打开。
6 (POLY)液压表
显示(POLY)的液压。
7 液压表
显示液压泵中的压力。
8 液压调整旋钮
调节系统的液压,顺时针旋转升压,逆时针旋转减压。
9 液压油添加口
打开盖子,添加推荐的液压油。
10(POLY)泵压阀
清除(POLY)端的压力和材料。
11 (ISO)泵压阀
清除(ISO)端的压力和材料。
12 (ISO)液压表
显示(ISO)的液压。
13 管道热电偶出口
管道热电偶的电源出口。
14 “ON”按钮
接通加热控制器的电源,10s后会有反应。
15 (ISO)温度控制器
控制ISO加热器内液体的温度,根据需要通过按键调整温度。设置好后,温度控制器会自动控制。
16 (POLY)温度控制器 控制POLY加热器内液体的温度,根据需要通过按键调整温度。设置好后,温度控制器会自动控制。
17 过压复位按钮
当过压发生后,会将液压动力单元和主加热器关闭,直到压力降低。然后按下过压复位开关。
18 “ON”按钮
接通液压动力单元的电源。
19 “OFF”按钮
切断液压动力单元的电源。
20 计数器
记录泵的循环周期。(0.238×泵的周期=升)
21 二级泵轴复位开关
在操作的最后,将开关调到“复位”状态。二级泵轴复位到下行程位置。
原理图:

聚脲喷涂设备的操作
开机前的检查
A 检查所有的接头是否拧紧。
B 检查电路的连接。
C 确保控制箱的开关在“OFF”状态。
物料进入设备
1 所有的料管、气管都连接好并接通电源后,就可以送料了。将提料泵的压力调节阀调到30~50psi,提料泵就开始向泵和加热器送料,然后停止。这时将压力升至100psi 。
2 卸下枪前面的顶丝,将输料块卸下。
3 在每个输料块的下面放一个干净的容器。打开主阀门,使管路里面的材料流进容器中,直到里面的空气全部出来。
通过上述操作可以加速启动主机料泵并使其慢慢循环起来。
最大周期率 =10次循环/分钟
4 关闭材料阀门,材料压力表上显示的压力应近似相等。如果两边压力不一致,将压力略高的一边的材料阀打开释放压力,直到两边压力平衡。
5 根据物料供应商的建议和地方法律规定正确处理废料。
6 清理、润滑输料块,重新装到枪上。确保螺丝拧紧。
7 按照原料的说明正确准备原料。
8 将柜门互锁开关按钮置于“ON”。
9 按下绿色按钮,打开管路控制开关。通过调解按键设定温度。
10 打开ISO和POLY 加热器。(绿色按钮)
11 调节温度,ISO和POLY控制装置与管路的控制装置几乎是一样的。
12 打开气源。(黄色的滑阀)
若想知道管路内液体的温度,按一下 蓝色按钮,就会显示10s的液体温度。
13 打开液压组件:白键为“ON”,黑键为“OFF”。调节液压,确保两边的压力是否以相同的速度增长。
14 打开枪上的气阀和料阀
15 此时的系统已经准备就绪
过压保护系统
MH Ⅲ -A 系统配有过压监控器。如果压力超过设定值,压力传感器会立即感应,并自动切断电路,并切断液压组件的电源。加热器亦停止加热。
关闭系统
1 将压力取消开关从 “RUN” 位拨到 “RETRACT” 位置。
2 扣动喷枪扳机使料泵进入下冲程位置
3 关闭液压站
4 关闭加热器
5 关闭主电源
过压的修正步骤
1 首先要检查问题是否在于过压。
2 释放液压。
3 关闭主电源。
4 确定问题出现的部位:
有可能出现超压的隐患:
- 堵塞
- 原料的过温
- 枪上的黑料过滤网堵塞
5 重新启动系统
6 一旦关闭主电源,处理完问题。重新接通电源,过压指示按钮将自动复位。
聚脲喷涂设备的维护与保养
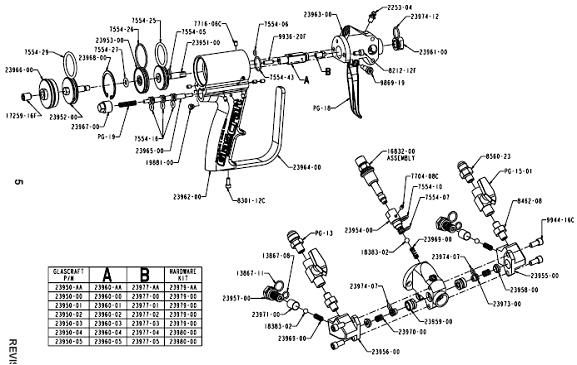
• 喷枪的保养
a 检查摩擦附
b 检查料阀是否泄漏
c 检查输料块
特别注意:o型圈是否完整。破损的应立即更换。
• 提料泵的保养
a 提料泵在喷完后应将外面的物料擦干净,然后浸泡在二辛酯(DOP)溶液中。
b 喷涂十次或放置7天以上应检查提料泵。
聚脲喷涂设备安全事项
• 操作人员的安全防护
操作人员要配备护目镜、手套、防毒面具等防护措施。
• 安全使用化学品
异氰酸酯、二胺和有机溶剂需要专用、隔离存放的空间。未用完的材料要密封存放,并避免吸潮。
• 急救
如果异氰酸酯溅到皮肤上,这时应立即清洗:
1 用肥皂全面清洗。
2 两到四分钟后将肥皂冲掉。
聚脲喷涂辅助设备
包括:空压机、压缩空气干燥机、发电机、搅拌器、硅胶干燥剂、三口桶
 
 
常见问题与解答
| 涂料体系和基材之间的气泡 |
|
气泡的背面
|
可能的原因
|
解决方法
|
|
光滑的
|
基材污染物
|
清洁基材
|
|
湿气 / 隐藏的气体
|
做底漆
|
|
粗糙的 / 多毛的
|
湿气反应
|
干燥基材 / 做底漆
|
|
确认压缩空气是干燥的
|
|
比例不对 / 异氰酸酯过量
|
检查操作温度
|
|
检查操作压力,要相等
|
|
确认合适的混合室 / 喷嘴
|
|
清洁混合室 / 过滤网
|
|
粘性的
|
底漆未固化
|
确认底漆的施工
|
|
比例不对 / 树脂过量
|
检查操作温度
|
|
检查操作压力,要相等
|
|
确认合适的混合室 / 喷嘴
|
|
清洁混合室 / 过滤网
|
|
涂层间的气泡
|
|
气泡的背面
|
可能的原因
|
解决方法
|
|
光滑的
|
基材污染物
|
清洁基材 / 打磨
|
|
用粘结层擦表面
|
|
粗糙的 / 多毛的
|
湿气反应
|
干燥基材 / 检查水滴和露点
|
|
确认压缩空气是干燥的
|
|
比例不对 / 异氰酸酯过量
|
检查操作温度
|
|
检查操作压力,要相等
|
|
确认合适的混合室 / 喷嘴
|
|
清洁混合室 / 过滤网
|
|
粘性的
|
比例不对 / 树脂过量
|
检查操作温度
|
|
检查操作压力,要相等
|
|
确认合适的混合室 / 喷嘴
|
|
清洁混合室 / 过滤网
|
|

